Точність, що розширює можливості, визначає ефективність.






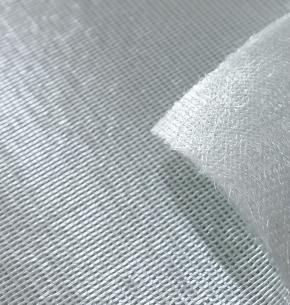
Килимок Core з вуглецевого волокна RTM(Closed Mold Mat CF) - це високоефективний армуючий матеріал, виготовлений із синтетичної нетканої серцевини, ламінованої подрібненими скляними волокнами або сумішшю подрібненого скла та багатоосьових/тканих тканин. Він забезпечує хорошу текучість смоли, рівномірну товщину та підвищену механічну міцність.
Розроблений для процесів RTM, вакуумного формування, лиття під тиском і SRIM, він широко використовується в деталях FRP для човнів, транспортних засобів, літаків і панелей, пропонуючи зниження міцності та ваги в одному рішенні.
Проведіть пальцем або зачекайте — зображення змінюються автоматично.
| Специфікація | Загальна вага (г/м²) | Відхилення (%) | CSM(gsm) | Ядро (gsm) | CSM(gsm) | Нитка для зшивання (gsm) |
| CF150/130/150 | 440 | ±7 | 150 | 130 | 150 | 10 |
| CF300/180/300 | 790 | ±7 | 300 | 180 | 300 | 10 |
| CF450/180/450 | 1090 | ±7 | 450 | 180 | 450 | 10 |
| CF600/250/600 | 1460 | ±7 | 600 | 250 | 600 | 10 |
| CF1100/200/1100 | 2410 | ±7 | 1100 | 200 | 1100 | 10 |
Килимок Core з вуглецевого волокна RTM(також відомий якЗакритий килимок CF) - це багатошаровий армуючий матеріал, що складається з синтетичної нетканої серцевини, ламінованої подрібненим скловолокном або гібридом подрібненого скла та багатоосьових/тканих полотен.
Він забезпечує швидке змочування смоли, стабільну товщину ламінату та високі механічні характеристики структурних композитних деталей.
1.Відмінна сипучість смоли– Забезпечує ефективну інфузію та вивільнення повітря під час RTM або вакуумного формування
2.Полегшене ядро– Зменшує загальну вагу деталі без шкоди для міцності
3.Стабільний контроль товщини– Забезпечує рівномірну товщину по всій формованій деталі
4.Універсальні комбінації тканин– Доступний з посиленням з подрібненого скла, багатовісного або тканого полотна
5.Стабільність розмірів– Зберігає форму та структуру під тиском та теплом
Полімерне трансферне формування (RTM) – це технологія формування, яка використовується для виготовлення композитних матеріалів. Він виробляє високоміцні, високоточні композитні деталі шляхом введення рідкої смоли в преформи з сухих волокон, затиснуті між двома формами, де вона твердне та твердне. RTM є однією з найбільш часто використовуваних технологій у високопродуктивному композитному виробництві, широко застосовується в аерокосмічній, автомобільній, вітроенергетичній промисловості та галузі спортивного обладнання.
1. Стандартний РТМ:Смола вводиться під тиском у препреги з сухого волокна, які підходять для більшості застосувань.
2. RTM-світло:Подібний до стандартного RTM, але з нижчим тиском у формі, ідеально підходить для легших композитних виробів.
3. VARTM (вакуумний RTM):Використовує негативний тиск (вакуум) у формі для сприяння потоку смоли, підходить для композитного виробництва великої площі, зазвичай використовується в морській та вітроенергетичній промисловості.


Один рулон загортають у поліетиленову плівку, а потім поміщають у коробку або велику коробку.
Як правило, P4 (4 великі рулони) або P7 (4 великі рулони + 3 маленькі рулони) або 6, 9 або 12 маленьких рулонів упаковуються на палету горизонтально/вертикально. Його можна налаштувати залежно від способу завантаження.
Вироби зі скловолокна слід зберігати в сухому, прохолодному та водонепроникному місці. Найкращий стан – при температурі 15-35°C, при відносній вологості повітря 30%-65%. Будь ласка, зберігайте продукт в оригінальній упаковці перед використанням, уникаючи вологи.



В даний час Weitong експлуатує понад 30 верстатів для плетіння зі скловолокна для виробництва тканого ровінгу, а також різноманітне інше обладнання, включаючи машини для зшивання матів, багатовісні трикотажні машини, машини для поліпропіленових матів і чесальні машини. Наша річна виробнича потужність досягає 3 000 тонн тканого ровінгу, 5 000 тонн зшитого килимка, 10 000 тонн багатовісних тканин, 8 000 тонн комбінованого килимка та 2 000 тонн основного килимка RTM.



Наша команда вже відвідала Китайську (Шанхайську) міжнародну виставку композитів протягом 9 років, а також JEC France, Composites Europe та JEC Asia кілька разів у Франції, Німеччині та Кореї.
За підтримки висококваліфікованої команди професійних техніків ми маємо потужні можливості для розробки та налаштування спеціалізованих продуктів для задоволення різноманітних вимог клієнтів.